

从源头把控产品品质,
高品质的材料,高超的加工工艺,
精细的加工过程保证
每一台机器都拥有高品质

亿缙机械生产过程层层把关,
严格品控60多道工序,
采用高于国家标准的体系生产,
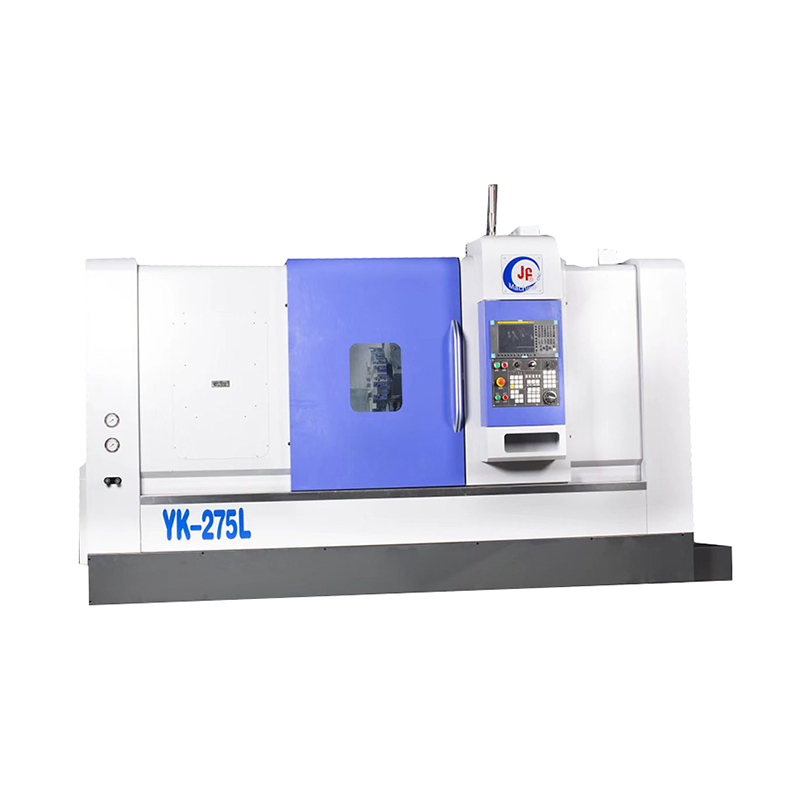
产品精度高、品质好,
受到广大用户的欢迎和喜爱。

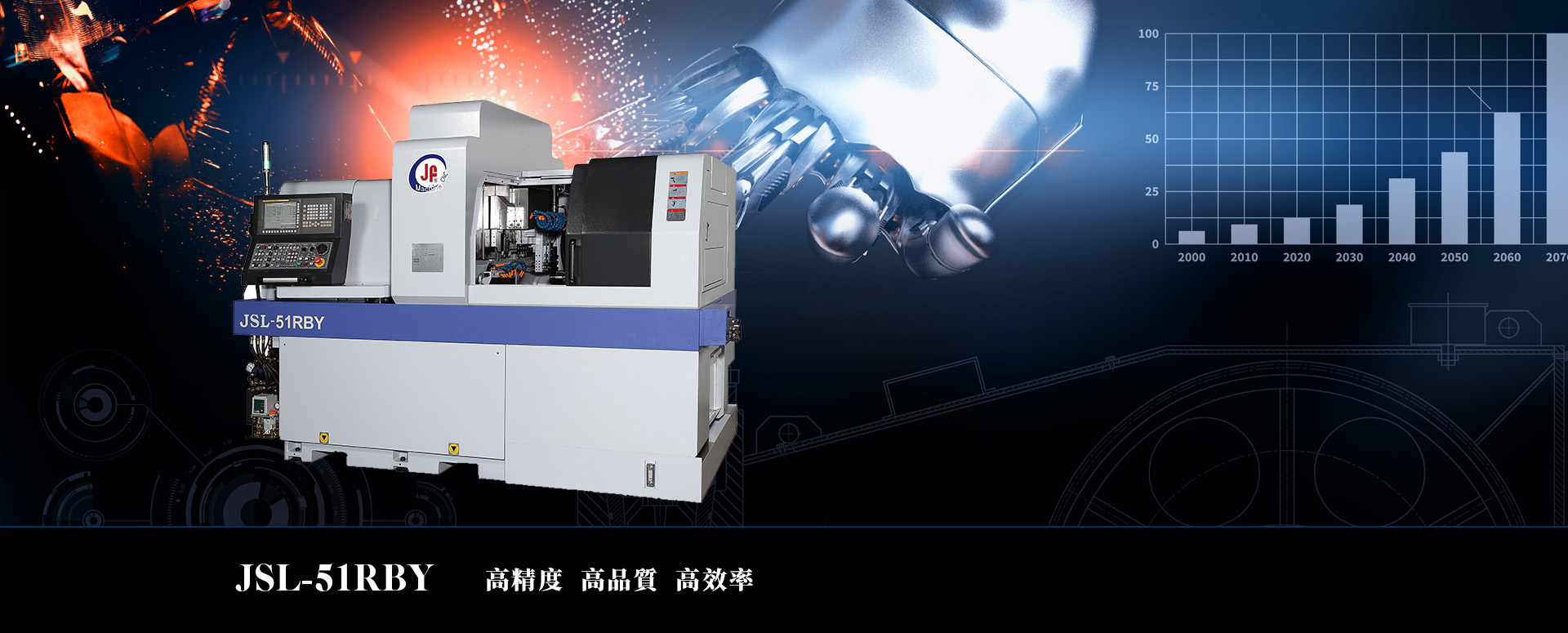
亿缙拥有全套产品线,所有产品独立生产;
产能高,交付速度快;
我们尊重客户,珍视客户的时间,
不做过度承诺,十年来从未逾期。
20+
20多年沉淀
150m2
占地面积
30种
机械设备
电话:0573-82797277转178
手机:13586329188 (陆建成)
邮箱:yijinyewu@163.com
地址:浙江省嘉兴市秀洲区中山西路3079号

Copyright © 2022 亿缙机械(嘉兴)有限公司 All Rights Reserved
浙ICP备2023007458号-1  浙公网安备 33041102000618号
浙公网安备 33041102000618号
技术支持:亿捷网络